Hoe en waarmee je thuis een titanium schep kunt brouwen
Een schop is een onmisbaar stuk gereedschap in het arsenaal van elke grondeigenaar. Titaniummodellen zijn zeer duurzaam en hebben nog andere belangrijke voordelen. Soms kan het metaal bij verhoogde belasting van de bajonet echter barsten. Laten we uitzoeken hoe we moeten brouwen schep gemaakt van titanium en waar u daarbij rekening mee moet houden.

De inhoud van het artikel
Kenmerken van titaniumlassen
De lasbaarheid van dit metaal wordt beïnvloed door verschillende factoren. Allereerst heeft titanium een sterke chemische reactie op gassen in de lucht, waaronder stikstof, zuurstof en waterstof. Ook is het belangrijk dat het metaal een grotere neiging tot korrelgroei heeft als de temperatuur boven de 800 graden komt.
Als titanium tot 350 graden wordt verwarmd, begint het actief zuurstof te absorberen. Als gevolg hiervan wordt een film gevormd op het oppervlak (in het lasgebied), waarvan de kleur varieert van geel tot paars en geleidelijk wit wordt.
Verhitting tot 500 graden leidt tot een toename van de sterkte en hardheid van het metaal. De plastische eigenschappen ervan nemen echter af.
De interactie van titanium en waterstof leidt tot een schadelijk fenomeen: waterstofverbrossing. Het draagt bij aan een verhoogde kwetsbaarheid van het materiaal. Nadat het titanium is afgekoeld, valt het gelaste onderdeel na enige tijd af.
Een toename van de hoeveelheid graan als gevolg van blootstelling aan hoge temperaturen vermindert de sterkte van het metaal. Het is de moeite waard eraan te denken dat titanium een hoog smeltpunt heeft. Wanneer u ermee werkt, moet u een zeer krachtige geconcentreerde warmtebron gebruiken.
Bij het lassen moet de naad aan beide zijden worden beschermd. Er wordt bijzondere aandacht besteed aan de randvoorbereiding. Je hoeft hem niet lang op te warmen. Bij het lassen van een titanium schep is het noodzakelijk om de temperatuuromstandigheden zorgvuldig te controleren. Om het metaal in het werkgebied te beschermen, wordt aanbevolen speciale vloeimiddelverbindingen te gebruiken. Metalen afwerkingen zullen ook werken. Er kunnen gaskussens worden gebruikt. Om ze te maken, worden gepakte kamers gebruikt.
Bij het corrigeren van defecten aan een schep moet u de veiligheidsmaatregelen zorgvuldig in acht nemen. Je moet uiterst zorgvuldig te werk gaan.
Benodigde materialen en apparatuur voor het lassen van een titanium schep
Het proces vereist:
- Lasapparaat. Het moet de TIG-modus ondersteunen. Er moet een brander in zitten.
- Een cilinder gevuld met beschermend gas. Helium, argon of een mengsel van beide zijn geschikt.
- Wolfraamelektroden die niet smelten.
- Vuldraad.

Voorbereiding op lassen thuis
Om het metaal voor te bereiden op het lassen, is het noodzakelijk om de randen te bewerken van de gebieden waar het proces zal worden uitgevoerd. Zorg ervoor dat u de metaallaag met een hoog zuurstof- en stikstofgehalte verwijdert. De aanwezigheid van deze deeltjes in het werkgebied zal leiden tot een verslechtering van de eigenschappen van de gevormde naad. De kwetsbaarheid van het metaal zal toenemen.
Als de werkstukken een dikte hebben van niet meer dan 4 mm, kunt u tijdens het lassen de randen niet afsnijden. In andere gevallen wordt dit uitgevoerd met behoud van een openingshoek van 60 graden.
Het is ook noodzakelijk om de wortel van de naad en het werkgebied aan de achterkant te beschermen. Zelfs als de behandeling de andere kant niet bereikt. Wanneer titanium interageert met gassen uit de omringende lucht, begint de reactie zodra de temperatuur 300 graden bereikt.
Om de naad aan de achterkant te beschermen, worden pads van staal of koper gebruikt. Ze moeten strak worden gemonteerd. Je kunt ook argonblazen gebruiken, gericht in speciale groeven of in de structuur.
Als het proces kan worden uitgevoerd zonder de binnenkant van de naden te beschermen, moeten er pauzes worden genomen om het oppervlak te laten afkoelen. De naden zelf moeten kort zijn, niet meer dan 20 mm.
Methode voor het lassen van een titanium schep met een niet-afsmeltende elektrode (TIG-methode)
TIG is een lastechnologie die gebruik maakt van een op wolfraam gebaseerde elektrode onder bescherming van inerte gassen. De kern ervan wordt als niet-smeltend beschouwd. Dit is handmatig booglassen - er wordt een boog gevormd tussen de elektrode en het werkstuk en er komt beschermgas uit de toorts. Additieven worden handmatig aangevoerd. De elektrode is geslepen in een hoek van 45 graden. De stroom moet binnen 100 ampère worden gehouden.
Producten tot 1,5 mm dik kunnen zonder gebruik van additieven stompverbonden worden. In andere gevallen wordt de hengel gevoerd. Het additief moet een samenstelling hebben die geschikt is voor de legering van het werkgebied. Voordat het proces wordt gestart, moet het in een vacuüm worden uitgegloeid. Hierdoor wordt de waterstof verwijderd. Na verzegeling behoudt het additief zijn eigenschappen maximaal 5 dagen.
Om het werk uit te voeren is een stroom met constante polariteit vereist, waarvan de spanning 15V bereikt. De elektrode moet onder een bepaalde hoek naar het oppervlak worden gericht - 70-80°. Het additief wordt loodrecht op de elektrode-as toegevoerd.
De onderstaande foto toont de locatie van de elektrode en het additief bij het TIG-lassen van een titaniumproduct.
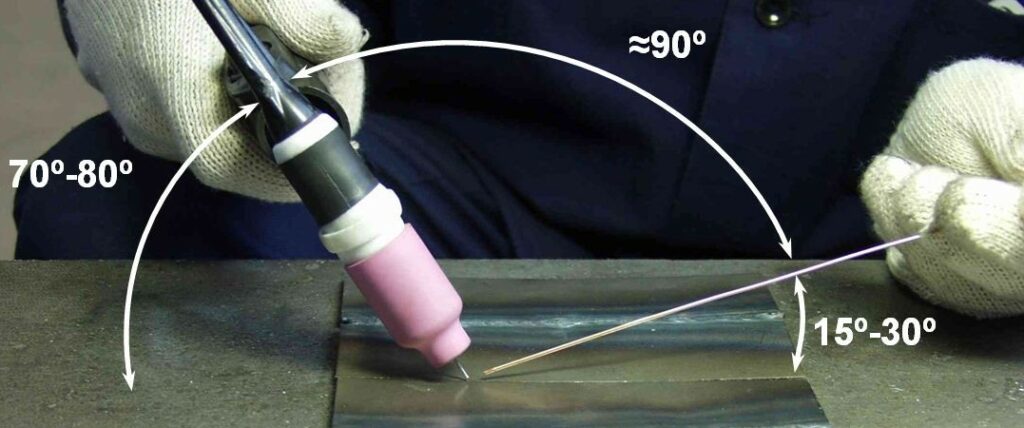
De vorming van de naad moet met nauwkeurige bewegingen worden uitgevoerd. Totdat de werkruimte volledig is afgekoeld, wordt aanbevolen argon op de naad te blazen. Het proces moet uiterst zorgvuldig worden uitgevoerd.





Ik heb 2 stukken gebroken. Dit zijn slechte schoppen, vertrouw niemand. Ze zijn als speelgoed. En als de grond erg licht is, graven ze daar met een hooivork.